 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備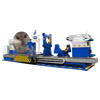 重型臥式車牀系列
重型臥式車牀系列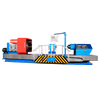 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列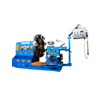 大型落地車牀系列
大型落地車牀系列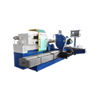 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
把零件的圖紙尺寸,工藝路線,等內容,用數控系統能夠接受的數字和文字代碼表示出來,這些信息通過輸入介質傳輸到數控系統,數控系統再根據內部的編譯器將這些信息轉化爲控制機牀各個部件動作的信號,從而完成零件的加工。這種從零件圖到編製成加工程序的過程爲數控機牀的程序編制,即數控編程。加工代碼被稱爲G代碼。還有控制機牀輔助動作的M,T,S,代碼。一個完整的零件加工程序由程序號、程序體和程序結束三部分組成,程序體由若干條指令組成,每個指令又由字母、數字、符號組成。指令格式是一條指令中字的排列順序和表達方式。不同的數控系統有不同的程序段格式,數控系統按照其規定的指令格式來解析程序指令。直徑編程和半徑編程:(1)直徑編程:採用直徑編程時,數控程序中X軸的座標值即爲零件圖上的直徑值。(2)半徑編程:採用半徑編程,數控程序中X軸的座標值爲零件圖上的半徑值。考慮使用上的方便,一般採用直徑編程。CNC系統缺省的編程方式爲直徑編程。
數控車牀的分類?
1.數控鑽牀主要用於鑽孔、擴孔、鉸孔、攻絲等加工。它是數字控制的以鑽削爲主的孔加工機牀,由於加工中心的發展,絕大多數數控鑽牀已被加工中心取代。
2.數控車牀是目前使用較爲廣泛的數控機牀之一。它主要用於軸類零件或盤類零件的內外圓柱面、任意錐角的內外圓錐面、複雜迴轉內外曲面和圓柱、圓錐螺紋等切削加工,並能進行切槽、鑽孔、擴孔、鉸孔及鏜孔等。
3.數控銑牀又稱CNC(ComputerNumericalControl)銑牀。英文意思是用電子計數字化信號控制的銑牀。
數控銑牀是在一般銑牀的基礎上發展起來的一種自動加工設備,兩者的加工工藝基本相同,結構也有些相似。數控銑牀有分爲不帶刀庫和帶刀庫兩大類。其中帶刀庫的數控銑牀又稱爲加工中心。
數控機牀的操作和監控全部在這個數控單元中完成,它是數控機牀的大腦。與普通機牀相比,數控機牀有如下特點:
1、對加工對象的適應性強,適應模具等產品單件生產的特點,爲模具的製造提供了合適的加工方法;
2、加工精度高,具有穩定的加工質量;
3、可進行多座標的聯動,能加工形狀複雜的零件;
4、加工零件改變時,一般只需要更改數控程序,可節省生產準備時間;
5、機牀本身的精度高、剛性大,可選擇有利的加工用量,生產率高(一般爲普通機牀的3~5倍);
6、機牀自動化程度高,可以減輕勞動強度;
7、有利於生產管理的現代化。數控機牀使用數字信息與標準代碼處理、傳遞信息,使用了計算機控制方法,爲計算機輔助設計、製造及管理一體化奠定了基礎;
8、對操作人員的素質要求較高,對維修人員的技術要求更高;
9、可靠性高。
數控機牀與傳統機牀相比,具有以下一些特點。
數控車牀和普通車牀有什麼區別
1、採用了全封閉或半封閉防護裝置數控車牀採用封閉防護裝置可防止切屑或切削液飛出,給操作者帶來意外傷害。2、採用自動排屑裝置數控車牀大都採用斜牀身結構佈局,排屑方便,便於採用自動排屑機。3、主軸轉速高,工件裝夾安全可靠。數控車牀大都採用了液壓卡盤,夾緊力調整方便可靠,同時也降低了操作工人的勞動強度。4、可自動換刀數控車牀都採用了自動迴轉刀架,在加工過程中可自動換刀,連續完成多道工序的加工。5、主、進給傳動分離數控車牀的主傳動與進給傳動採用了各自獨立的伺服電機,使傳動鏈變得簡單、可靠,同時,各電機既可單獨運動,也可實現多軸聯動。6、普通車牀他是手動操作,靈活,同樣大的設設備承受的力距大。加工曲面,車牀爲加工帶錐度和圓弧等的產品麻煩。它只有主軸電機。上刀用手搖動拖板。沒有檢測裝置和顯示裝置,數顯的除外。加工單件產品方便。2.數控車牀他是數控系統控制一切,走刀,轉速,進給,能廓加工。同樣大的設設備承受的力距要小些,各部位要精密些,能方便加工各自曲面。它有檢測裝置和顯示裝置。適合大批量件的生產。

 客服1
客服1  客服2
客服2