 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備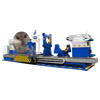 重型臥式車牀系列
重型臥式車牀系列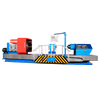 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列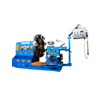 大型落地車牀系列
大型落地車牀系列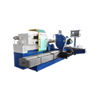 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞依據數控車牀刀柄的柄部外形能否正確來中止挑選。依據換刀的需求,鏜銑類數控車牀及其加工中心的主軸孔多選爲不自鎖的7:24的錐度,但是刀柄與機牀相配的柄部並沒有完全不合。有的柄部在7:24錐度的小端帶有圓柱頭。而另一些就沒有,這顯着是不契合國際規範的。關於主動換刀機牀用東西柄部要與機牀主軸孔的規範,應當斷定選用的機牀應配用契合哪個規範的東西柄部。懇求挑選的刀柄要與機牀主軸孔的規範(30號、40號仍是45號)相不合。並且刀柄的捉住部位要能習氣機械手的形態方位懇求,拉釘的外形、規範要與主軸的拉緊組織互相匹配。
依據數控車牀上典型零件的加工工藝來挑選。數控車牀上運用的鑽、擴、鉸、鏜及銑削、攻螺紋等各種用處的刀柄,其規範數將抵達數百種之多。而用戶所置辦的僅僅某臺詳盡的機牀,用戶就只能依據要在這臺機牀上加工是典型零件的加工工藝來中止挑選了。這樣既能夠滿意根本的加工需求,又不會構成積壓,是有用挨近的挑選辦法。
依據刀柄匹配數量。刀柄匹配數量與機牀所要加工的零件品種、規範及數量有關,也相同與雜亂水平、機牀的負荷有關,一般爲所需數量的2~3倍。因爲要思索到機牀作業的一同,還有必定數量的刀柄正在被預調或許修整。只需在機牀負荷缺乏時,才爲2倍或許不到2倍。加工中心刀庫容量的2~3倍才幹滿意一般的主動加工懇求。

 客服1
客服1  客服2
客服2